Get in touch with Ebestron Company
ISO Standard Manufacturing
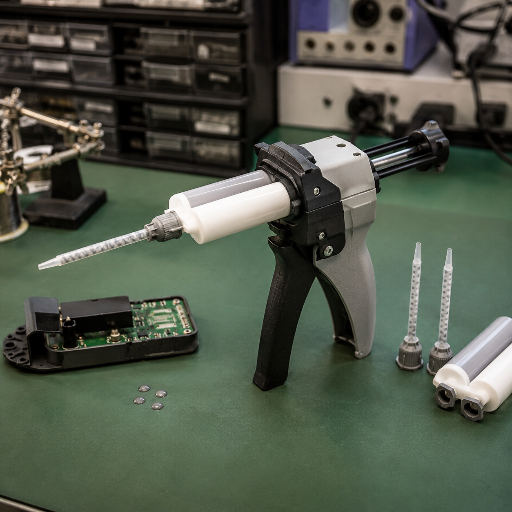
Pneumatic Cartridge Dispensing Guns
Pneumatic Cartridge Dispensing Guns for Two-Component Adhesives
Ebestron delivers the air-powered cartridge dispensing gun, dual cartridges and static mixing tubes as a unified system – for the correct ratio, dripless bead of your epoxy, polyurethane, silicone, every shift of the long production day.
Solution Summary
Drive options
Manual · Pneumatic · Cordless
Mix ratios
1:1 · 2:1 · 4:1 · 10:1
Cartridge sizes
50 / 200 / 400 / 600 ml
Air inlet (pneumatic)
~60–100 psi typical
Chemistries
Epoxy, PU, MMA, silicone, polyurea

Matched system
Gun + cartridge + mixer
On-ratio
from the first usable bead, with the correct purge step built into your SOP
Manufacturer-direct
pricing and OEM / private-label supply, not import-distributor markup
The High-Viscosity Dispensing Problem: Why Air-Powered Cartridge Guns Win
01
Why should you use a pneumatically powered dispensing gun over a manual cartridge applicator?
They address the primary operational challenge posed by a manual gun on your production line: high-viscosity two-part chemistries require steady, non-fatiguing force applied to the sealant that a human hand simply can’t provide for an eight hour (or longer) shift. Hand-applied structural epoxies require increasing effort as viscosity goes up and bring on fatigue and discomfort, even injury – a widely recognized industrial ergonomics issue. An air powered dispensing system removes this burden, applying uniform pressure from start to finish at the capacity of your compressor, bead after bead.
02
This next point is what too many buyers misunderstand about the gun mechanism.
It has nothing to do with its power: material isn’t fully mixed until the very end of the static mixing element; anything dispensed before that point is a mixed ratio of between 5% to 30% short of true stoichiometry. That opening section of the static mixer output must be purged to scrap for a reliable, strong bond, otherwise the sealant can remain soft or fail entirely. A high-quality dispensing system is designed so this purge is fast, consistent, and minimal.
03
Off-ratio mixing is the number-one reason two-part sealants fail, leading to inconsistent bonding.
As one application engineer at Henkel said for Adhesives & Sealants Industry, errors in measuring the two components “will result in incorrect mix ratios and incomplete blending that will ultimately lead to assembly failure.” Two component cartridges that contain matching mixing ratios alongside static mixing nozzles eliminate this measurement error: Cartridge geometry determines the ratio of resin and hardener, while the static mixing tip blends the materials to the correct ratio. Two-part cartridges dispensed with compressed air simply enabled more repeatable, accurate ratios for structural applications, not higher speed.
Ebestron Pneumatic Cartridge Dispensing Gun Models, Ratios & Cartridge Sizes
When selecting a cartridge dispensing gun, it pays not to over-invest in brand-name cachet; it’s about matching four parameters to your specific adhesive. Every user forum repeats the same epoxy gun size question – “200ml or 400ml?” – but it can’t be answered alone, because the right gun type and size depend on three other factors. Another common mistake is realizing post-purchase that a gun built for shorter cartridges ‘won’t physically accept,’ or safely operate, the longer cartridges. So choose a supplier like Ebestron that builds a consistent range of systems – our 50ml, 200ml, 400ml and 600ml applicators all use the same core mechanism, letting you specify the cartridge size to match your shot volume, not forced by the tool design.
The 4-Factor Cartridge Gun Selector
Our simple system shown here can be used to choose a dispensing tool that precisely fit your application. Simply read left across the row that corresponds to your chosen adhesive and viscosity to see the recommended drive system, thrust class, mixing ratio and cartridge capacity. This selection tool is how our experienced application engineers begin every quotation.
4-Factor Cartridge Gun Selector. Thrust-ratio guidance after newborncaulkguns.com and ssf-tw.com industry ranges; match thrust to viscosity, not “bigger is better.”
| If you dispense… | Drive | Thrust class | Typical mix ratio | Cartridge size |
|---|---|---|---|---|
| Light sealants / low-viscosity acrylics | Manual or pneumatic | Low (6:1–10:1) | 1:1, 2:1 | 50–200 ml |
| General 2K adhesives, panel bond | Pneumatic preferred | Mid (12:1–18:1) | 1:1, 2:1 | 200–400 ml |
| Thick structural epoxy / filled paste | Pneumatic / cordless | High (24:1–26:1) | 2:1, 4:1 | 400–600 ml |
| High-ratio polyurethane / MMA | Pneumatic | High (24:1+) | 4:1, 10:1 | 200–400 ml |
| Micro-volume electronics potting | Manual or pneumatic | Low/mid | 1:1, 10:1 | 50 ml |



Pneumatic vs Manual vs Cordless: Performance & Total-Cost Comparison
Drive type changes not just your effort – it changes waste, consistencies and output per shift. An air operated caulking gun removes effort from the operator and shifts the load to controlled shop air. The table compares operating-cost realities, not nebulous descriptors.

FIG. 01 / DATA INFO
Drive-type comparison for two-component cartridge dispensing. Force/consistency characteristics reflect industry field reports; waste figures after ASSEMBLY Magazine (Weber, 2019).
| Factor | Manual | Pneumatic (air) | Cordless |
|---|---|---|---|
| Bead consistency over a shift | Drops as operator tires | Constant (regulated air) | Constant (motor-driven) |
| High-viscosity / filled paste | Hard above ~24:1 demand | Strong, set by air pressure | Strong, set by motor |
| Operator fatigue | High (wrist/elbow strain) | Low | Low |
| Throughput on long runs | Limited by hand recovery | High | High |
| Infrastructure needed | None | Compressed air line (~60–100 psi) | Battery + charger |
| Best fit | Low volume, field repair | Fixed line, high volume | Mobile sites without air |
On the cost front, be honest about total waste – not ticket price. Any application process incurs unavoidable waste (an industry statistic suggests around 2-3 % of the product remains in the original container); a typical application’s total waste rate can rise to 5-10 % by mass. Your main weapon against waste is precise application, as, with a manual tool, humans have a natural instinct to ‘just go on a bit more just in case’. Precision dispensed tools keep applications to tolerance more closely, paying for themselves within a year through higher yield.
TCO View · Silver
Where the savings actually come from
Total economic return can vary greatly depending on the adhesive cost, usage volume and scrap rates at your facility – but the basic mechanics driving those figures are constant through out the adhesive industry.
2–3%
adhesive always left in the container, before process losses
5–10%
typical cumulative dispensing waste by weight; tighter control pulls this down
±1%
accuracy regulated dispensing can hold vs. “more is better” hand application
Figures represent general industry averages (ASSEMBLY Magazine, 2019), not data generated by the Ebestron laboratory (figures after ASSEMBLY Magazine, 2019). Request custom analysis of the costs on your specific line.
Matching Adhesive Chemistry to Mix Ratio, Static Mixer & Cartridge
Every dual-component chemistries behave differently at the mixing interface (cartridge, mixer, tool); therefore, only about a third of the specification fall to the drive mechanism. The adhesive dictates viscosity and pot life – as well as the patience required for you to achieve acceptable mixing accuracy and achieve correct molecular structure after mixing for maximum cure strength. For example, typical pairings include the 1:1 ratio and 2:1 ratio for epoxy, the 4:1 ratio for high-ratio polyurethanes, and the 10:1 ratio for methacrylate (MMA) and several MS polymer sealants.
Chemistry-driven selection. Material behaviour after Adhesives & Sealants Industry (Buckley/Henkel); ratio and mixer pairings are general engineering guidance.
| Chemistry | Typical behaviour | Common ratio | Dispensing note |
|---|---|---|---|
| Epoxy | High strength; can be highly filled & viscous; short pot life | 1:1, 2:1, 4:1 | Use higher thrust + adequate mixer length; purge between pauses |
| Polyurethane (PU) | Tough, flexible; moisture-reactive | 1:1, 2:1, 10:1 | Protect from ambient moisture; matched mixer prevents skinning |
| Silicone | Elastomeric, weather-resistant; moisture-sensitive | 1:1, 10:1 | Mind cure-by-moisture; clean cut-off to limit drip |
| Acrylic / MMA | Fast fixture; bonds metals & plastics | 1:1, 2:1, 10:1 | Short work life — size shots to pot life, purge often |
| Polyurea | Very fast cure, abrasion-resistant | 1:1 | Fast mixer turnover; keep spare mixers staged |
Static mixers are far from being generic nozzle tips. The number of elements in a static mixer and the element diameter are dependent on the viscosity and ratio of the adhesive being dispensed because mixing depends entirely on the turbulence within the mixer tube (see static-mixer selection guidance). Not enough elements and mixing won’t be sufficient to ensure adequate strength; too large an element diameter and pressure build-up fights against the mechanism itself. Ebestron engineers the gun, cartridges and mixer as a single system, so dimensions are coordinated for clean, reliable compatibility – unlike mismatched combinations where disparate part specs cause leaks.
“We size the static mixer to the chemistry, not the other way around. A 2:1 epoxy and a 10:1 polyurethane need different element counts to reach a homogeneous bead, ship the wrong mixer and even a perfect gun dispenses a weak joint.”
Applications & Customer Outcomes
Two-component cartridge dispensing — the mechanism behind dual-component gun patents such as US5104005A — shows up wherever a bond has to be structural, sealed or potted with a controlled amount of material. Its value in each case is the same: a repeatable, on-ratio bead that cuts rework. Unlike resellers who stock one brand’s guns, Ebestron makes the gun, cartridge and mixer as one matched set, so the fit is engineered, not assumed.
01
02
03
Automotive body & panel bonding
Panel bond and seam sealing rely on 2K urethane and epoxy applied as an even bead. A pneumatic 200-400 ml applicator holds the rate steady, so a body shop isn’t fighting drip or thin spots between panels – and the regulated cut-off limits the after-drip operators complain about on a manual gun, drip control isn’t perfect even after releasing the trigger.
Electronics potting & encapsulation
Potting protects boards from vibration and moisture, and it depends on accurate small-shot dispensing. Our 50 ml platform with a fine static mixer places the right volume without over-filling the cavity, which matters because over-dispense on small parts is a common, expensive error.
Construction, structural glazing & firestopping
Large-volume 2K sealants for glazing and firestopping need a 600 ml high-thrust gun to keep pace without operator burnout. This is the segment where manual fatigue and inconsistent beads cost the most labor hours over a job.


Manufacturer Capability, Quality & Compliance
One fair question an international buyer asks is direct: “Why trust a manufacturer you haven’t bought from before, at a price below the familiar import brands?” Here’s the honest answer: Ebestron is the factory, not a reseller. The gun, the dual cartridge and the mixing tube are made and quality-checked under one roof, which is what lets the matched-system promise hold and keeps the price free of distributor markup.
01
In-house tooling
Guns, cartridges & mixers produced together
02
Quality control
Dimensional & ratio checks on cartridge & mixer fit
03
Standards-aware
Designed around adhesive-bonding quality practice (e.g. DIN 2304)
04
OEM / private label
Branding, packaging & configuration to spec
CLICK TO OPEN
DIN 2304 Compliance Framework
Bonding quality is a managed discipline, not a guarantee printed on a box. One framework that serious assemblers reference, DIN 2304 (Adhesive bonding technology – Quality requirements), treats the dispensing tool as part of a controlled process – consistent ratio, consistent mixing, documented purge. Ebestron designs to that mindset and will supply the compliance and material documentation your audit needs. Specific certifications (such as CE, RoHS, or REACH applicability for a given configuration) are confirmed per order, because they depend on the exact materials and destination market.
×
![Enlarged Document]()
Procurement Guide: MOQ, Lead Time, Samples & OEM
Pricing and lead time for a manufactured tool depend on the configuration, so rather than quote a number that wouldn’t fit your order, here’s the framework that drive the quotation. Knowing these levers lets you scope an RFQ that comes back fast and accurate.
What drives your quotation
01
Drive type & thrust class – manual, pneumatic or cordless, and the thrust required for your viscosity.
02
Cartridge size & ratio mix – how many of each size/ratio you run determines tooling and packaging.
03
Consumable volume – ongoing dual-cartridge and mixer demand, where matched-system supply matters most.
04
OEM / private-label scope – brand packaging and configuration customization
05
Destination & compliance – documentation and certification requirements for relevant market
Unlike an import distributor adding margin, you order manufacturer-direct, because Ebestron makes the tooling in-house; compliance documentation such as CE or RoHS applicability is prepared per order, in line with documented dispensing-process controls. For samples, the practical path is to validate the bead on your own adhesive before committing volume – we can supply a sample gun and matched cartridges so your engineers confirm fit and your buyers confirm pricing on the same evaluation.
Avoid the classic mistake: do not buy the gun and the cartridges from two unrelated suppliers to shave a few dollars. A discount gun paired with a mismatched cartridge or mixer is the most common cause of leaks, off-ratio beads, and a stalled line — the saving disappears in the first scrap batch.
Precision Dispensing Configuration Tools
T1
4-Factor Cartridge Gun Selector
Answer three quick questions and get a matched drive type, thrust class, mix ratio, and cartridge size for your two-component adhesive.
Launch Tool
T2
Thrust Ratio Finder
Thrust ratio is the mechanical advantage a cartridge gun gives you – like a lever. Set how thick your adhesive is and see the thrust class that moves it without stalling or over-forcing.
Launch Tool
T3
Adhesive Dispensing Waste Estimator
A rough, transparent estimate of how much two-component adhesive you lose to residual and process waste each year – and what tighter, regulated dispensing could recover.
Launch ToolPrecision Engineering & Global Infrastructure
Global Facilities Overview

01
High-Precision Dispensing Line
Advanced pneumatic calibration center.

02
Assembly Station
Standardized OEM assembly processes.

03
Heavy-Duty Machining
CNC precision for core components.

04
Corporate Headquarters
Global command & engineering center.
05
Quality Assurance
Rigorous ISO testing protocols.

06
Unified System Setup
Gun, cartridge and mixer integration.
Frequently Asked Questions
Match the cartridge size to your shot volume and how often you change cartridges, not to the biggest available. Small, frequent bonds favor 50–200 ml; panel bond and general structural work favor 200–400 ml; high-volume sealant runs favor 600 ml. A common trap is buying a short-cartridge gun and finding it physically will not accept longer cartridges later — so confirm the size class up front, or run two sizes deliberately.
Those two components only reach the correct ratio after they pass through the full static mixer, so the opening section comes out off-ratio. Purge a short length to scrap before applying to the part. Skipping that purge is a leading cause of soft or failed bonds, even with a perfect gun.
Most air-powered cartridge guns run on a standard shop compressed-air line in the region of 60–100 psi, with an inline regulator to set the flow for your material’s viscosity. Higher-viscosity epoxies sit toward the upper end; light sealants need less. We confirm the exact rating for the configuration you order.
Yes — that is what the high-thrust pneumatic models are built for. Thick, filled epoxies need a high thrust class — a 26:1 thrust ratio handles most — and an adequately sized mixer. Match thrust to viscosity; a higher thrust ratio is not automatically “better,” because light materials become hard to control with too much force.
Cartridge guns are built around cartridge size and ratio classes (50/200/400/600 ml; 1:1/2:1/4:1/10:1). Tell us the cartridge format and ratio you run, and we confirm fit before you order — or supply the gun, cartridge, and mixer as one matched set so there is no cross-brand guesswork or leak risk.
Yes. As the manufacturer we handle custom branding, packaging, and configuration. Minimum order quantity and lead time depend on the drive type, sizes, and OEM scope, so they are set at quotation. Contact our sales team with your spec for a current estimate.
Get the right cartridge gun system the first time
Tell us your adhesive chemistry, mix ratio, and volume. Our application team will match a gun, cartridge and mixer – and quote it manufacturer-direct.