Get in touch with Ebestron Company
Epoxy Mixing Nozzles — Static Mixers for 2-Part Adhesives
Factory-direct static mixing nozzles for precise, repeatable mixing of two-component epoxies, polyurethanes, MMA, and silicones – all in any of the common cartridge ratios and connection styles.
3–13 mm
Bore diameter range
7–49
Mixing elements
1:1–10:1
Mix ratios
4 types
Bayonet / Bell / Spiral / Threaded
50–600 ml
Cartridge compatibility
Round + Quadro
Helical & square elements
±5%
Target ratio fidelity
−75%
Purge waste vs long mixers
Why Poor Mixing Wrecks 2-Part Epoxy Bonds — and How a Static Mixing Nozzle Fixes It
Which epoxy mixing nozzle you use will determine if your two-component adhesive cures up tight and strong, or crumbles quietly along the bond line. It is the final stage the resin and hardener will ever know before contacting your substrate, so a failure here puts every spec on the data sheet at risk.
This is the counter-intuitive bit most people get wrong. Even if your cartridge consistently dispenses a perfect ratio, insufficient mixing inside the nozzle still leaves a streaky bond, with under-cured, weak regions in the cured adhesive.
Reality check: A correct metering ratio does not guarantee a strong bond. Mixing quality is a separate variable, set by the nozzle — not the gun.
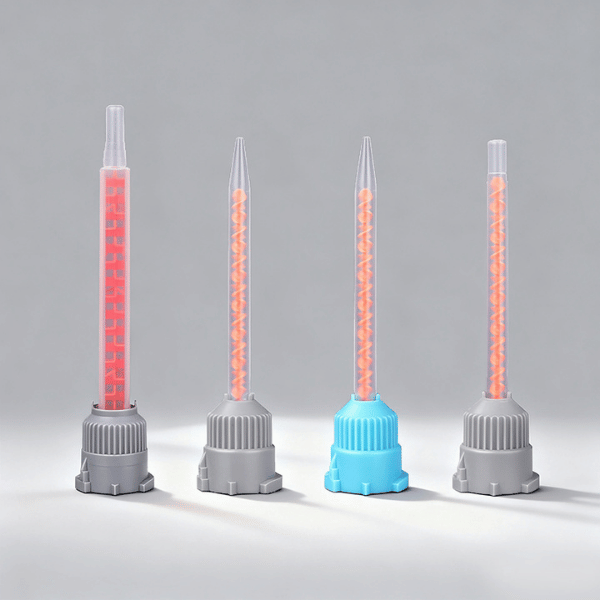
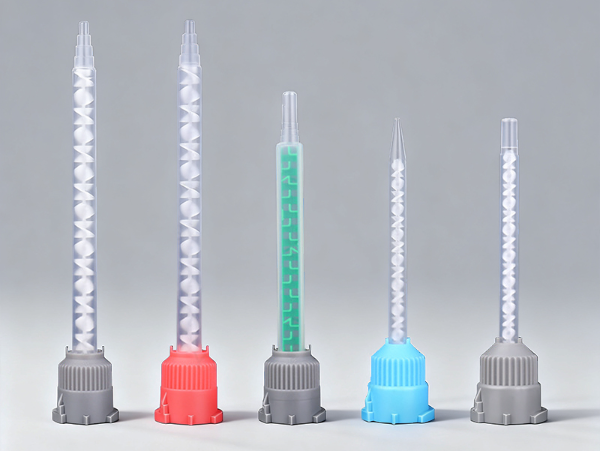
The Ebestron Epoxy Mixing Nozzle Range: Diameters, Elements & Connection Types
Most customers will not need to search from a dozen brands and multiple connections; they simply need a one-stop source for nozzles matching the cartridges already installed. Ebestron covers all four connection families.
Bore sizes range from 3 mm to 13 mm; the mixing nozzle for epoxy work ships in standard 1:1 and 10:1 ratios. Element counts run from 7 to 49, in helical/round and Quadro-square styles.

SYSTEM: CONNECTION FAMILIES
Bayonet
Twist-lock collar. SKUs 03-07, 03-17, 03-24, 03-49, 06-16. Bore 3–6 mm · 7–49 elements · red / green / clear / gold series.
Bell-Mouth
Wide inlet for larger cartridges. SKUs 04-16 to 08-24. Bore 4–8 mm · 16–32 elements · round & square outlets.
Spiral
Threaded spiral interface. SKUs 06-24, 08-24, 10-18-C, 10-24-C. Needle & stepped tip options for precise placement.
Round & Square
Helical round or square Quadro element body. Bore 5–13 mm · up to 36 elements for high-viscosity blends.
This table maps representative Ebestron static mixer nozzle models to their real dimensions, so an engineer can size against an existing 50 ml or 200 ml cartridge directly.
| Model | Bore (mm) | Elements | Ratio | Connection | Typical use |
|---|---|---|---|---|---|
| 03-16 10:1 | 3 | 16 | 10:1 | Bayonet | Low-volume 10:1 anchoring |
| 05-24 | 5 | 24 | 1:1 / 10:1 | Bayonet / Square | General 2-part epoxy |
| 06-16 | 6 | 16 | 1:1 | Bell-Mouth | 50 ml dual cartridge |
| 08-18 | 8 | 18 | 1:1 / 10:1 | Bell / Round | Structural adhesive |
| 08-24 | 8 | 24 | 10:1 | Square / Spiral | High-viscosity, hard-to-mix |
| 10-24 | 10 | 24 | 1:1 | Round / Square | 200–400 ml cartridge |
| 13-36 | 13 | 36 | 1:1 | Round | Large-bore, filled adhesives |
READING THE MODEL CODE: Each static mixing nozzle code clearly lists its bore size, element count and required connection type, with a ratio suffix where needed (e.g., “10:1”).
· Match a model to your job
This matrix matches typical applications with a starting model. It uses real values-not yes/no marketing labels.
| Your job | Cartridge | Start with | Why |
|---|---|---|---|
| Fast 10:1 anchoring | 50 ml 10:1 | 03-16 / 05-16 10:1 | Short bore limits purge on small shots |
| General 1:1 epoxy | 50 ml 1:1 | 06-16 / 05-24 | 16–24 elements cover most viscosities |
| Thick / filled adhesive | 200–400 ml | 08-24 / 13-36 | More elements + larger bore for flow |
| Tight-access electronics | 50 ml | 10-18-C needle tip | Stepped/needle tip for precise placement |
SELECTION CRITERIA
How to Choose the Right Mixing Nozzle: Ratio, Diameter & Element Count
Industry insiders disagree with the spec sheets: “element count” has become an unreliable way to pick a nozzle. Trade press now recommends comparing mixers by direct empirical mixing data, not by element number alone.
Think of element count as just one part, not the entire story. What actually drives a clean, complete mix is cartridge ratio, adhesive viscosity, and the nozzle’s bore, which maintains appropriate back pressure.
Begin with the ratio; it’s a frequently mistaken variable in industrial purchases. A nozzle suited for the wrong ratio will under-mix, even if it attaches properly.
Mix ratio drives everything — and 10:1 is unforgiving
Two-part epoxies should not stray more than about 5% from their nominal ratio. Deviating beyond this results in less bond strength, reduced chemical resistance, and lower glass-transition temperatures while increasing outgassing.
1:1 adhesives are quite forgiving of minor errors; 10:1s aren’t-so small that under-mixing will quickly cause a soft or tacky cure.
Engineering note: bore vs back-pressure
If a bore is too restrictive for a highly viscous material, it will spike back-pressure-which can starve one component in the chamber and cause under-mixing.
If the adhesive is filled or thixotropic, choose the next larger bore and a higher element count for greater surety.
Most hand-operated cartridge systems stick to a select few ratios-1:1, 3:2, 2:1, 4:1, 10:1-meaning a limited selection of nozzles can cover most desktop requirements.
The Ebestron Selection Matrix
Use the matrix as a shortcut to a reliable starting point. Check your cartridge ratio and adhesive viscosity, then use the row corresponding to your ratio.
| Ratio | Viscosity | Bore × elements | Element style | Example model |
|---|---|---|---|---|
| 1:1 | Low–medium | 5–6 mm × 16–24 | Round helical | 06-16 / 05-24 |
| 1:1 | High / filled | 8–13 mm × 24–36 | Square Quadro | 08-24 / 13-36 |
| 2:1 – 4:1 | Medium | 6–8 mm × 18–24 | Round helical | 08-18 / 08-24 |
| 10:1 | Low–medium | 3–5 mm × 16–24 | Round helical | 03-16 / 05-24 10:1 |
| 10:1 | High | 8 mm × 24+ | Square Quadro | 08-24 10:1 |
OEM CROSS-REFERENCE
Compatible with Sulzer Mixpac, 3M, Nordson & Loctite Cartridge Systems
Here is the catch: different cartridges can share a ratio but use disparate output geometry, sealing interface dimensions, and locking mechanisms. You must match all-ratio, connection type and bore-not only the thread.
Ebestron’s connectors are manufactured to the same specifications as the major brand nozzles, so they will connect seamlessly with your existing application equipment, no hardware modification necessary, an approach reflected in multi-component cartridge patent EP2446973A2. This cross-reference table links commonly used OEM parts to Ebestron equivalents.

| OEM system / part | Ratio | Connection | Ebestron equivalent |
|---|---|---|---|
| 3M 08193 / 08194 | 1:1 / 2:1 | 200 ml bayonet | 08-18 / 08-24 |
| Sulzer Mixpac MFQX 08-24 | 1:1 / 2:1 | Square Quadro | 08-24 square |
| Sulzer Mixpac MAH 03 | 10:1 | 50 ml bayonet | 03-16 / 03-24 10:1 |
| Nordson / Bell 200–400 ml | 1:1 / 2:1 | Bell-mouth | 08-24 bell |
| Loctite F-style 200/400 | 1:1 / 10:1 | Threaded / spiral | 10-18-C / 10-24-C |
| J-B Weld 25–50 ml syringe | 1:1 | Round helical | 05-24 / 06-16 |
All trademarks referenced here are the property of their respective companies and are listed solely for identification of their associated equipment.
Three-point compatibility check before you order
Ratio:
confirm on the cartridge barrel-never assume it from the part size.
Connection:
verify between bayonet, bell and threaded styles, plus the surface of the sealing interface.
Bore:
match bore to viscosity so back-pressure stays normal.
Confirming a real match
The risk is a returned order when a nozzle mates but the geometry under-mixes the stream. We engineer each Ebestron equivalent to the OEM sealing face so the geometry matches – for example, a 200 mL F-style and a 50 mL bayonet differ by far more than thread at a 5% ratio.
Any industrial buyer could provide a part number and receive a correct cross-reference plus a sample to inspect & test – the difference maker we establish is a verifiably drop-in fit, not a “hope it fits”.
PERFORMANCE ANALYSIS
Generic vs Name-Brand Mixing Nozzles: Performance & Cost
Buyers running thousands of mixers a month repeat one concern above all: whether a generic nozzle can achieve the same mix quality as the name brand. Most will tell you the honest answer is “yes”-as long as the geometry is matched, not approximated.
Our generic mixer elements are designed to mirror element geometry & interaction with name brand counterparts-industry reviews find quality equivalent or better, at lower unit prices. Mixing efficiency relies on element design, ratio integrity, and bore diameter; never solely on packaging or logo.

up to −75%
Adhesive purge waste reduction reported for short-length, low-hold-up static mixers vs long-element designs
Source: industry data, Xemex / Chemical Concepts (vendor-reported, application-dependent). Reference retained volumes: MFQX 08-24T 8.86 mL, MFHX 10-18T 12.96 mL per nozzle.
With expensive structural adhesives, trimming just a few milliliters of waste per 200ml cartridge adds up quickly across any production line. Plus disposable mixers eliminate the time & labor of cleaning and recalibrating.
| Factor | Name-brand OEM nozzle | Ebestron equivalent |
|---|---|---|
| Element geometry | Helical / Quadro | Helical / Quadro, matched |
| Ratio fidelity target | ±5% | ±5% |
| Bore & element range | Model-locked | 3–13 mm · 7–49 elements |
| Unit cost (high volume) | Premium | Lower, factory-direct |
| Custom / OEM print | Rarely | Available |
| Brand-system fit | Own system only | Cross-system equivalents |
Beyond unit cost, significant saving comes from waste reduction: each static mixer nozzle contains residual product in the element that is discarded with each cartridge change. Multi-vaned static mixing elements are described in USPTO US4801008.
Where generic is the rational choice
High-volume lines with consistent, repeat two-part mixing operations derive maximum benefit, matching performance to brand name, while avoiding lock-in, with lower unit price.
Request a volume quote for your monthly usage →
MANUFACTURING STANDARDS
Quality Control & Material Standards
Customer service starts by leading with the verifiable: material specs, process capability and quality control procedures; it addresses the real concern with a new supplier — confidence. Since mixing nozzles are precision injection molded plastic, critical internal tolerances govern the degree to which elements properly split flows.
ISO 9001
Quality-managed production
PP / Nylon
Chemical- & heat-rated bodies
±5% ratio
Mixing fidelity target
Lot control
Batch-traceable molding
Body and element materials are chosen to complement the chemical properties of specific 2-component adhesives; polypropylene handles corrosive resins, nylon tolerates higher temps. Body and element mold together as a matched assembly that ensures helix seating alignment.
“On mixing nozzles the failure you never see is a loose element that lets one stream short-circuit the helix. We hold the body-to-element fit tight and check shot weight by lot, because a few hundredths of a millimetre there is the difference between a homogeneous bead and a streaked one.
— Ebestron Engineering Team, adhesivespackage.com
| Material | Best for | Watch-out |
|---|---|---|
| Polypropylene (PP) | Aggressive / solvent-rich resins | Lower max temperature |
| Nylon (PA) | Higher-temperature cures | Moisture-sensitive storage |
What Ebestron controls on the line
That “invisible failure”-a loose element-is the precursor to weak bond failures down the road. Ebestron confirms tight tolerance body-to-element connection on all production batches-an outcome sensitive to hundreds of micrometers — because it determines whether the element segments the flow correctly.
For US or EU based industrial purchasing agents performing supplier due diligence, our assembly line operates with ISO 9001 process control and uses statistically valid batch shot-weight records. The honest version: Ebestron will not claim a brand name – the differentiator is verifiable dimensional control, not a logo.
DIRECT SUPPLY CHAIN
Wholesale & OEM Supply: MOQ, Lead Time & Custom Nozzles
As the manufacturer, you order direct from the factory-no intermediaries between you and the mold. We offer direct, clear pricing and lead times as soon as we know your needs.
Rather than a single list price, your quote is built from a handful of clear cost factors. Knowing them lets you scope an order accurately before you contact us.

What drives your quote
Order volume:
per-unit cost drops as quantity rises – the primary lever for high-throughput lines.
Model mix:
catalog bores and ratios ship quick when compared to specialty tips or square Quadro bodies.
Connection and ratio set:
narrowing to fewer interface families significantly lowered stock expense.
Custom:
non-standard bore/element counts, printed branding, custom colors, OEM needs.
Packaging:
bulk bag versus ordered box impacts unit handling expense.
For distributors and OEM producers, we work as a single source across both private-label and standard programs. If you want a nozzle that fits your own cartridge style, we tool to it.
Why factory-direct changes the math
Opaque, reseller-padded pricing is a hidden cost many buyers quietly inherit, and it is exactly what stings during a supplier audit. We quote from our own molding plant because cutting out the aftermarket reseller fee trims both price and lead time.
Between 50 mL and 600 mL batches, the ISO 9001 line lets us hold spec on custom and cataloged runs alike. Our facility will not claim a figure it cannot hold – your quote is specific to your model mix.
[SYS-APP] DEPLOYMENT SECTORS
Applications: Structural, Automotive, Construction & Electronics Bonding
Static mixing nozzles are common wherever workers lay down a two component adhesive that must cure to a guaranteed strength. Those same nozzles above run very different production types.
Structural & composite
Load-bearing bonds, fiberglass and composite assembly where streak-free mixing protects bond-line strength.

Automotive
Windshield bonding, seam sealing, structural adhesive joints and EV battery-pack assembly.

Electronics
Potting and encapsulation, where a homogeneous 2-part resin protects and insulates components.

Construction
Adhesive anchoring and tile work using 10:1 and 1:1 cartridge epoxies.
The nozzles handle the entire chemistry spectrum: epoxy, urethane, silicone, methyl methacrylate (MMA), polyester. Reverse-helix mixing geometry is documented in USPTO US7325970B2.
That’s why a single supply line from Ebestron can replace many brand-locked SKUs on a mixed line — one set of disposable static mixing tubes standardized for the whole plant.
One supplier across the bench
Keeping a different nozzle brand in stock for every adhesive is a quiet drag on productivity, and it raises the odds of the wrong part reaching the line. Ebestron makes cross-brand equivalents because a US or EU industrial operator should never have to retool to change suppliers.
The same 200 mL automotive seam-sealing job and 50 mL electronics potting job can draw off the same approved supply. The key isn’t brand locking, it’s model spread and ISO 9001 control.
Engineering Selection Tools
Access technical utilities to select mixing nozzles, calculate purge-waste savings, and look up OEM cross-references.
Still unsure? Match it with us first
Picking the nozzle and only then bonding a streaked part after cure is the worst mistake — and the reason for this page. An engineer will fit the part to your cartridge instead of reading across a spec sheet to find a universal fit at perfect 5%.
Send a 50 mL or 200 mL cartridge detail and your adhesive, and an industrial buyer gets a sample to test before committing. The honest version: confirm the fit on your bench, not in a catalog.
Verify Your Specification
Get a free matched sample to test on your line →
KNOWLEDGE BASE
FAQ: Epoxy Mixing Nozzles
Technical specifications, application parameters, and supply chain details for dual-component adhesive dispensing.
It is a disposable tube of fixed helical or square elements that splits, rotates and recombines a two-part adhesive as it is dispensed, blending resin and hardener into one homogeneous mixture with no moving parts.
Match the cartridge ratio first, then the adhesive viscosity, then bore. Use the selection matrix above; for thick or 10:1 adhesives, size up the bore and keep element count high.
Bayonet, bell-mouth, spiral and threaded interfaces matching common industry-standard systems across 50 ml to 600 ml cartridges. Confirm ratio, connection and bore — see the cross-reference table.
When the element geometry and interface match, yes — mixing quality comes from design, ratio match and bore, not the brand. Industry reviews rate quality generics comparable at lower cost, which is why high-volume lines adopt them.
You can soak uncured residue in acetone or IPA and reuse a few times, but most production users treat them as disposable — the nozzles are cheap and a single missed pot-life pause ruins one. Swapping beats cleaning on a line.
A dispensing pause longer than the adhesive’s pot life lets material cure inside the helix. Fast-curing epoxies clog soonest — keep dispensing moving or swap the nozzle after a long pause.
Both depend on your model mix, volume and any customization. Request a quote with your cartridge system and quantity and we will confirm current MOQ and lead time directly.
Yes — custom color, printed branding and non-standard bore/element configurations are available for OEM and private-label programs, alongside our dispensing guns and dual cartridges.